Spring 2020
Jonathan Ochshorn
Steel is one of several products of iron ore, traditionally made in a bast furnace by combining the iron ore with carbon (originally in the form of charcoal, then refined coal or coke), which acts as a "reducing agent" by drawing off oxygen from the iron oxides of the ore; and limestone, which removes impurities by forming a slag of lighter density which can be scraped off the top as the ingredients are heated to a molten mix.
Some steel-making videos: steel coils and rolling. Want more? Try this one produced by Delft University of Technology and this one from the Pohang Works in Korea.
The product of such a process is pig iron which contains quite a large percentage of carbon, and can be reheated and formed directly into cast iron. But cast iron, while strong in compression, is hard and brittle, especially in tension, and therefore not suitable for use as a modern structural material. Wrought iron was made by driving virtually all the carbon from the iron mix, which resulted in a material that was more ductile than cast iron, and could be safely stressed in tension. However, it was softer, more malleable, and less strong, making it also less suitable for structural use, especially as an alternative (mild carbon steel) became available at or about the beginning of the twentieth century which combined some of the hardness and compressive strength of cast iron with the ductility and tensile strength of wrought iron. While all three of these materials were still in use in 1900, mild carbon steel soon became the de facto standard and is now the only iron-based structural material in use (the other two remain primarily as ornamental materials, or as pipes in the case of cast iron). A summary of the three iron-based (ferrous) metals follows:
| Wrought iron | 0.05-0.1% carbon | soft, malleable, resists corrosion |
| Plain carbon steel | less than 2% carbon (mild carbon steel less than 0.3%) | strong, stiff, ductile in both compression and tension |
| Cast iron | more than 1.71% carbon | hard, brittle, strong in compression but weak in tension; used in pipes, ornamental metal |
Note that carbon is the most important ingredient in terms of the structural properties that result. Other alloys of steel can be made by adding other ingredients into the mix; two examples are:
Steel structural shapes are generally hot rolled; the types of sections that result from this process include:
Modern wide-flange shapes are no longer commonly manufactured from iron ore in a "basic oxygen" process, but are made almost entirely from recycled cars in an "electric arc" furnace, a continuous casting process that takes approximately 3 hours from car to W-shape.
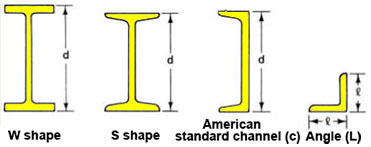
Steel is hot rolled into various shapes (image modified from this source by J. Ochshorn)
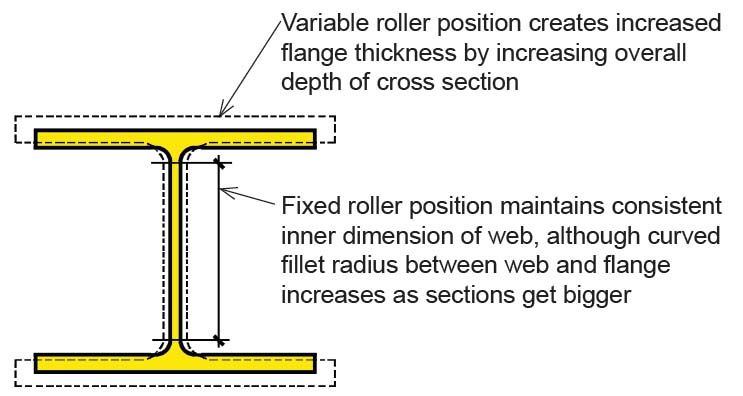
"Families" of rolled shapes correspond to those produced with the same rollers, only spread apart to various degrees. Note that the traditional channel and I-beam shapes had fixed outside rollers, so that all family members have the same (actual) depth; whereas wide-flange shapes have fixed inner roller dimensions and variable outside roller positions, so that the nominal dimensions do not correspond to the actual depths. In the image below, the dotted lines show another wide-flange shape made with the same group of rollers (i.e., within the same "family"): the top sketch is quite schematic; whereas the bottom image shows that the inner roller actually has a fixed dimension for the straight part of the web, but the "fillet" (curved transition between web and flange) actually increases in radius as the section gets larger.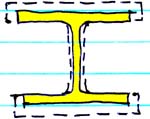
Steel can also be formed into rods, bars, plates and sheet; combinations of these shapes can be cut, curved, bent, bolted, or welded together to create a large assortment of shapes.
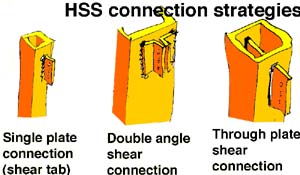
Steel is also commonly fabricated as Hollow Structural Shapes (HSS) including square, rectangular and circular cross sections. It is common to weld various plates or other connecting devices to these sections if field connections are required.
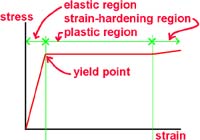
Stress-strain: Steel has three distinct regions that can be seen on a stress-strain curve: elastic, plastic, and strain hardening. In general, structures are designed to remain in the elastic region. The steel yields at the end of the elastic region, and movement into the plastic region is therefore known as yielding. The steel has not failed when it yields, as it still resists a substantial stress (the yield stress), but the increasing deformations that occur at that stress may result in structural failure.
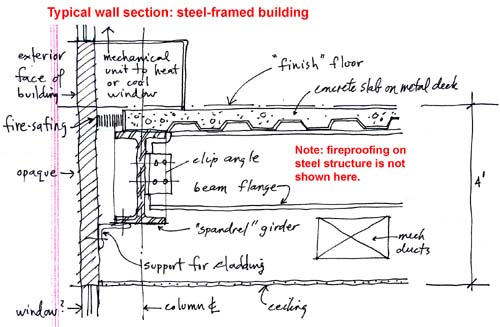
Temperature: Steel loses considerable strength and stiffness at high temperatures. It is often protected from such high heat by being enclosed within a fire-rated assembly (see notes on fire-safety).
Corrosion: Except for stainless steel and weathering steel, ordinary structural steel will corrode (rust) unless protected. Such protection is typically supplied by paint; but being encased in concrete also provides corrosion protection.
Residual stress: The uneven cooling of steel shapes after the rolling process locks in so-called "residual" stresses (both tension and compression in equal amounts). These are not generally of concern, although structural analysis takes account of such stresses in the calculation of buckling loads (where the relevant compressive stresses leading to buckling may otherwise be undervalued). See this article on pasta science for an analogous discussion.
Connections: Riveting of steel (see Rand Hall columns) has been superseded by high-strength bolting. Bolts are connected with nuts, and correctly tightened using calibrated wrenches or specially-designed nuts. Corresponding holes in the steel elements to be joined are created in the shop. Welding (manual shielded metal arc welding in the field) uses an electrode connected to an electrical current, causing a 6500-degree F spark to melt the electrode where two pieces of steel are to be joined. As the electrode is moved to form the weld, the deposited weld material (from the electrode) cools and hardens. A gaseous shield is formed around the weld by material on the surface of the electrode; this protects the weld from oxygen and nitrogen that could damage the weld (by making it porous or brittle respectively). The triangular fillet weld is the most common type, but other shapes are also used (e.g., groove welds, plug welds).
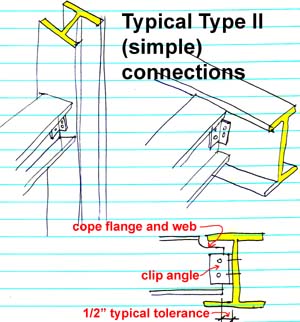
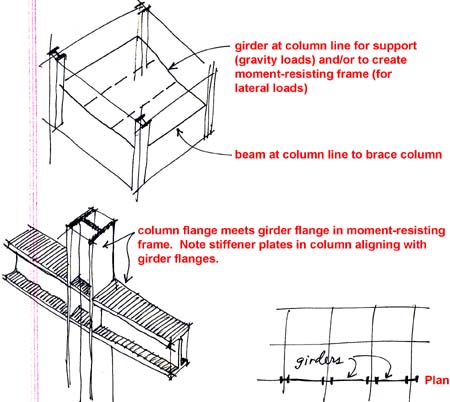
Connection types: The most common type of beam to girder, or girder to column, connection is the "simple," or Type II connection. This is accomplished by bolting "clip angles" from the beam or girder web to the girder or column. Type I (rigid, or moment-resisting) connections are less common, and are typically welded, although elaborate bolted connections are possible. For these rigid connections, it is necessary to connect the beam or girder flanges to the flanges of the column, in order to transfer bending moments from one element to the other. Note that in typical beam to girder connections, the beam web and flange are "coped" or cut so that the top of flange heights are the same. This makes installation of a corrugated metal deck far easier.
Typical steel tension connections, using clevis devices:
 : :
: :
Typical clevis device from product catalogue (left: image source) and in the Mui Ho Fine Arts Library at Cornell (image by J. Ochshorn, 2020).
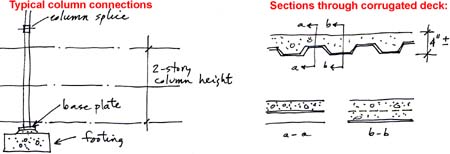
Note that column base plates, often welded to the columns in the shop, are designed to be placed slightly higher than the top surface of the concrete foundation or column pier, to allow for necessary tolerances (i.e., the steel must be placed as perfectly as possible, whereas the position of the concrete surface cannot be guaranteed to end up exactly as intended). The space between the base plate and concrete is filled with a non-shrinking grout after the base place has been leveled on threaded rods protruding from the concrete foundation.

Column base plate is designed to be an inch or so above the foundation to account for possible misalignment of the concrete surface (tolerances); once shimmed ant bolted, the space between plate and foundation is filled with nonshrink grout (image source)
Also note that column splices are made, not at the floor level, but slightly higher to avoid the congestion of bolted connections occurring at the floor itself. Column sections tend to be about 2 stories in height, to minimize such splices. Filler plates are inserted behind splice plates to make up for any cross-sectional differences in the two column sections being spliced together.
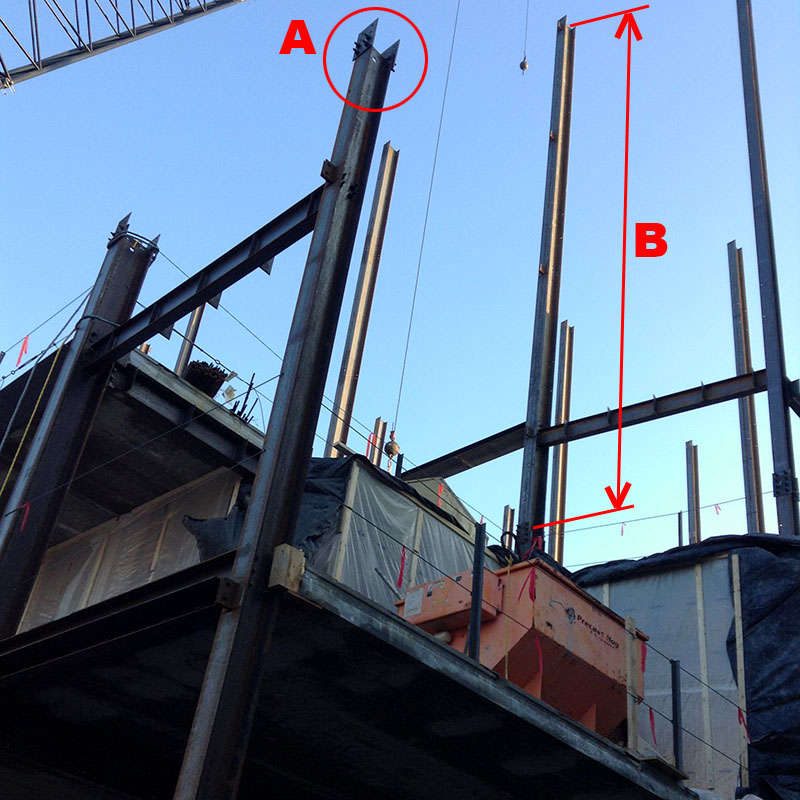
Steel columns in multistory buildings are often fabricated as tall as possible in order to minimize splices (and thereby to reduce site labor costs); (A) shows the splice plates at the top of the first column section; (B) shows the 2-, 3-, or 4-story column height. The splice itself is always a few feet above the floor level so that it doesn't interfere with column-girder and column-beam connections at the floor level (Collegetown Crossing, Ithaca, NY, photo by J. Ochshorn, Dec. 2015)

Column splice at Nike Store in NYC (photo by J. Ochshorn, July 2018)

Assumed dimensions for the design of the first-floor column, Collegetown Crossings, Ithaca, NY (photo by J. Ochshorn, March 2016)
Cold-formed studs and joists, analogous to wooden members, are manufactured by bending sheet steel at ordinary temperatures (i.e., "cold").
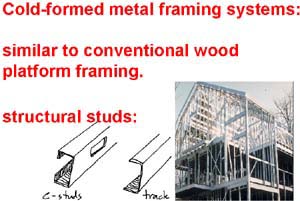


Cold-formed steel studs and joists provide structural framing for this "College Townhouses" project in Ithaca, NY, Ikon.5 architects (photos by J. Ochshorn, March 2019)
Disclaimer: Students are responsible for material presented in class, and required material described on course outline. These notes are provided as a tentative outline of material intended to be presented in lectures only; they may not cover all material, and they may contain information not actually presented. Notes may be updated each year, and may or may not not apply to non-current versions of course.
first posted Aug. 24, 2007 | last updated: January 8, 2020
Copyright
2007–2020 J. Ochshorn. All rights reserved. Republishing material on this web site, whether in print or on another web site, in whole or in part, is not permitted without advance permission of the author.